Preserving the Core Tenets of Bottom Fill, Quiescent Metal Control, and Zircon Mold Precision
1. Introduction
Frustrated by the constant failure of Aluminum cylinder heads, Cosworth Engineering asked Professor Campbell to develop a new casting process in the late 1970s. The resulting Cosworth Casting Process set a new standard for producing high-integrity aluminum castings for engines and structural components.
It was built on three essential tenets:
Bottom filling to ensure smooth, laminar metal flow with minimal turbulence.
A large quiescent bath of molten metal, allowing inclusions to sink or float out before entering the mold cavity.
Zircon sand molds, offering exceptional dimensional stability, thermal resistance, and surface finish.
This combination delivered castings of outstanding metallurgical quality and dimensional precision. Unmatched by gravity or other low-pressure casting processes at the time, the process raised expectations of what an Aluminum casting could do. The Cosworth Process became the rising tide that spurred development of other techniques and processes that make Aluminum castings the backbone of lightweight structural castings today.
2. The Original Static Cosworth Process
2.1 Process Overview
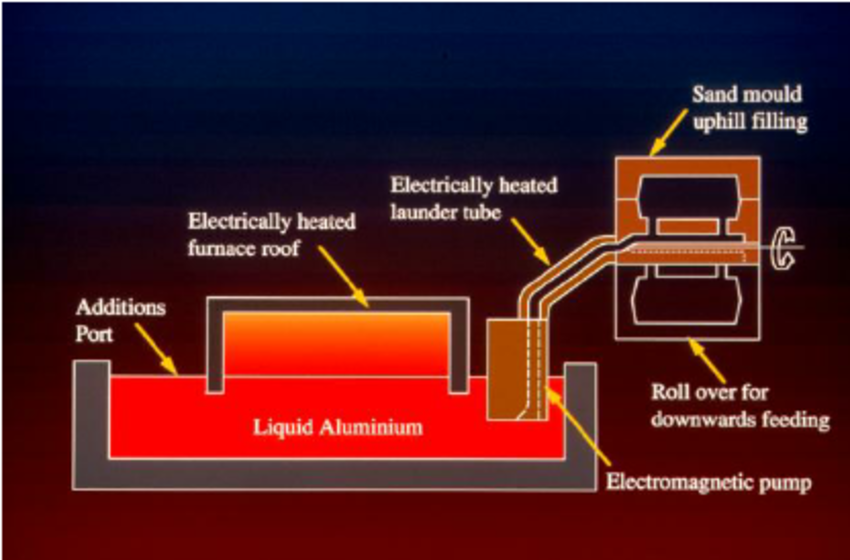
In the static system, molten aluminum was drawn from a large, calm holding furnace using an electromagnetic pump and gently filled upward into a precision zircon mold. The flow path was designed to remain laminar from start to finish, eliminating the turbulence and oxide film formation common in conventional filling systems.
2.2 Benefits
Exceptional metal cleanliness due to inclusion removal in the quiescent bath.
Minimal oxide entrapment through controlled bottom filling.
Dimensional accuracy and repeatability from zircon molds.
Excellent mechanical properties, ideal for thin-wall and high-strength castings.
However, the process was inherently slow — each mold fill and solidification cycle typically required several minutes, limiting throughput and production scalability.
3. Evolution to the Rollover Process
3.1 Motivation
To improve productivity and reduce cycle times, the Cosworth process evolved into the rollover (inversion) variant.
While the core principles of controlled filling and feeding remained, the rollover system allowed faster cycle times by using gravity instead of pump pressure during solidification — producing a casting every few seconds rather than minutes.
3.2 Process Description
Bottom fill: The mold fills under low pressure or pump action from the quiescent bath.
Rollover: Once filled, the mold rotates 180°, positioning the risers above the casting.
Feeding: Gravity maintains metal feeding during solidification.
Extraction: Faster removal of the filled mold from the casting station.
3.3 Cycle Time Advantage
The static Cosworth process and standard low pressure casting processes rely on maintaining pressure during solidification to maintain integrity and prevent drain back from the mold.
The rollover adaptation allowed the mold to be removed from the casting station immediately — cutting cycle time several minutes per mold to under one minute.
This improvement made the process commercially viable for higher-volume production, particularly in automotive applications.
4. Comparison with Standard Low-Pressure Casting
| Parameter | Cosworth (Static / Rollover) | Standard Low Pressure Casting (LPC) |
| Filling Method | Bottom-fill via electromagnetic pump | Bottom-fill via pressurized furnace |
| Metal Source | Large quiescent bath – inclusions sink or float | Small sealed furnace – limited quiescence |
| Mold Material | Zircon sand – stable, precise | Silica or synthetic sand – higher expansion |
| Flow Behavior | Laminar, oxide-free | Controlled |
| Feeding / Solidification | Controlled rollover feeding | Pressure-fed static solidification |
| Dimensional Stability | Excellent (zircon) | Moderate |
| Adaptations | Some abandoned zircon for cost and availability – reduced integrity | Standard practice |
| Defect Rate | < 1 % (optimized) | 2–4 % typical |
While standard low-pressure systems offer quiet filling and can handle complex geometries, they lack the large quiescent bath for inclusion control and the zircon-based precision of the original Cosworth method.
5. The Impact of Material and Process Drift
In pursuit of faster cycles and lower costs, some modern implementations of the rollover concept have abandoned zircon sand and reduced bath volume, effectively compromising two of the three Cosworth pillars.
The result:
Increased mold expansion and distortion
Higher inclusion and oxide content due to smaller, more turbulent melt reservoirs
Greater dimensional variability during machining
6. Balancing Integrity and Productivity
The Cosworth process remains the benchmark for metallurgical integrity in aluminum sand casting.
The rollover variant successfully addressed productivity and cycle time, making it competitive for high-volume automotive use.
The optimal path forward for modern foundries lies in balancing both worlds:
Retaining bottom fill and controlled flow
Maintaining as much quiescent bath volume as possible for inclusion control
Selecting hybrid mold materials that preserve stability where precision matters most.
This hybrid approach combines the speed of rollover with the quality of the original static process — the best of both generations.
7. Conclusion
The evolution from static to rollover was driven by one clear goal: to reduce cycle times and increase productivity.
While the original Cosworth process set a benchmark for quality, the rollover adaptation enabled production in seconds rather than minutes, bringing premium casting methods into practical industrial use.
However, the heart of the Cosworth philosophy remains its three tenets:
Bottom fill. Quiescent bath. Zircon molds.
Where those principles are preserved, the process continues to deliver the highest combination of casting integrity, precision, and efficiency available in aluminum foundry practice today.